
プレスセラミック


「曲げ強度450Mpa」のGC initial LiSi Press
それまで主流だった「曲げ強度400Mpa」のIPS e.maxより強度が約13%向上。
粘りのあるインゴットで、薄いマージン部がチッピング・破折しづらくなりました。
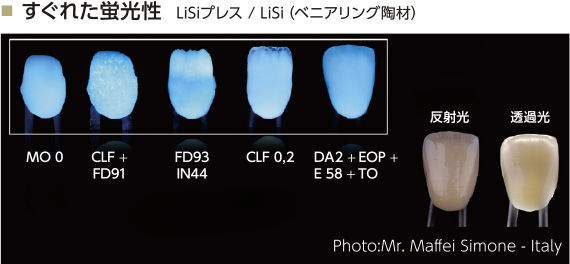
initial LiSi Pressには蛍光性があり、ステイン法でも明るく、
専用陶材のLiSiを築盛することにより、より明るく発色する事ができます。
形成は従来のオールセラッミックの形成と同じです。
クラウン・インレーの咬合面の形成は最低1mmは必要となります。
前歯部クラウンの唇側の形成量が足りない場合、
レイヤリング法からステイン法に変更して対応する事もあります。

インレーの隣接の形成はボックスフォームの様に厚みを持たせて下さい。
厚みが足りないと咬合面と隣接面の境目、辺縁隆線付近から破折する事があります。

プレスセラミック製作のポイント
フルカウンターWAX UPをして形態を正しく回復する(クラウンの場合)。
セラミックを築盛する場合はカットバックをする。




(写真 左) 左 Ivoclar vivadent Press VEST Speed 右 GC LiSi PressVest
埋没材はインゴットに合わせ、メーカー純正の埋没材を使用します。
プレスセラミックは「リングレス埋没法」なので純正の埋没材でないとプレスに耐えうる強度を確保できません。
埋没材は防湿庫(写真 中央)で湿度を一定に管理し、専用液はワインセラー(写真 右)にて温度を一定に管理しています。
年間通して一定に湿度・温度をコントロールすることで安定した埋没材の膨張が得られます。


埋没材の「膨張」は埋没材の「練り具合」で決まります。
プレスセラミックの場合「リングレス埋没法」の為、「練り具合」はメタルセラミックの「リング埋没法」より影響が大きくなります。
Renfert(ドイツ)のツイスターエボリューションのミキシングカップの羽は、練和物の下から上へ竜巻の様に練り上げてます。
個人的な経験から言うと「適合」は「埋没材」の「粉水比」と「練り具合」で決まります。


プレス専用のインベストメントリングシステムにWAXパターンを植立。


良く練った埋没材を気泡を入れないようにWAXパターンにコーティングし、埋没。
リングレス埋没法はシリコン製のリングを使用して埋没をするので、膨張が抑制されない。
つまりリング法より膨張のコントロールに気を使わなければなりません。
それが「防湿庫」・「ワインセラー」・「良く練れる真空練和機」を使っている理由です。


埋没後、30分~45分の間にシリコン製のリングを外して850℃のファーネスに入れる。
WAXを焼却するファーネスの上部にはステンレス製の大型換気扇にて排気している為、
ラボ内や製作中の補綴物にWAX焼却時に発生するガスや匂いが付く事はありません。

Ivoclar vivadent EP5000にてプレスを行います。
プレスセラミックが持つ特性は、材料によるものだけではありません。
安定したプレスを支える200V電源と、より均一な熱放射が可能で的確な焼成ができるQTKマッフルテクノロジー。
材料とともに研究を重ね、進化を続けるプレス機を使用して、初めてプレスセラミックの特性を発揮します。